



IR センサー及び技術
IR温度測定 非接触放射温度計を用いた測定について、D:S比、機種選択のポイントなどご確認頂けます
|
IR センサー及び技術 IR温度測定 非接触放射温度計を用いた測定について、D:S比、機種選択のポイントなどご確認頂けます |
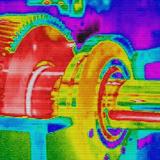
IR センサー及び技術 赤外線(IR)温度計は、測定対象物が放射する赤外線を検出して数値化することで温度を決定するセンサです。IR温度計は、人の目に例えることができます。目のレンズ(水晶体)は、物体からの放射(光子の流れ)が大気を経て、感光層(網膜)に至るまでの光学系と言えます。これが、信号となって脳に伝えられます。図3は、赤外線測定システムがどのように働くかを示しています。 |
|
IR センサー及び技術 火・氷、熱い・冷たいといった自然の両極性は、いつの時代も人々の関心を集め、創造力をかきたててきました。そうした温度の状態を高精度に測定して比較するため、時代ごとに、様々な方法や装置が使われました。 |
IR センサー及び技術 高温放射温度計(パイロメータ)は、大型の炉やキルンなど、その高温な表面を測定するためによく用いられている温度計の1種です。 |
|
温度プロファイリング技術 温度プロファイリングは、コンベア式あるいはバッチ式プロセス(一般的にはオーブンや炉)を通過する製品の温度を記録・評価する作業です。収集した数値データを温度分析ソフトウェアによって、有意な情報へと変換するとともにグラフ―温度プロファイル―として表示します。 |
温度プロファイリング技術 温度プロファイリングは、コンベア式熱処理プロセスを通過していく製品やその処理装置内の雰囲気温度を記録・評価する作業を指す用語です。製品の様々な位置に熱電対を直接取り付け、その製品がオーブンや炉の中を通過していく間、温度データを連続的に測定します。 |
|
温度プロファイリング技術 熱電対は、あらゆるセンサのかなで最もシンプルなセンサの一つであり、丈夫かつ低コストなため産業用途での利用に最適です。 |
温度プロファイリング技術 熱を伴うプロセスは広範な産業分野で、幅広い製品の性能・品質・安全性を支えています。プロセスは、塗装硬化やはんだ付け、材料の熱処理から、食品加工や陶磁器の焼成まで非常に様々です。 |
|
音響イメージング 2022年06月28日 分間の読み取り 1 音響イメージングとは、超音波を使用して(人間が)ほぼ検知できないノイズをリアルタイムで画像化する技術です。つまり、音響イメージングとは音を可視化する技術なのです。 |
音響イメージング 2022年09月08日 分間の読み取り 3 完全自動のエア/ガス漏れ検出システムと、そしてヘッダーやバルブのリーク向け音響リークチェックソリューションの導入で、飲料メーカーの生産性が大幅に向上します。SV600 Acoustic Imagerがエアやガス漏れの検出プロセスを自動化し、モニタリングを実施、データを継続的に分析します。SV600はリークの頻度や重度を追跡し、深刻な損傷を起こす前にメンテナンスチームがリークのパタンや潜在的問題を把握できるようにします。こうしたメンテナンスにおける監視予防策により機器の寿命が延長し、壊滅的な故障の危険が減少するため、最大限の効率で運転が可能となります。 |
|
音響イメージング 2022年09月08日 分間の読み取り 1 自動化と継続的な監視により機器の寿命も延長し、壊滅的な故障のリスクを減少、全体の効率が向上します。SV600 Acoustic Imagerはリークを迅速に突き止めるので、メンテナンスチームがすぐに問題に対処でき、生産の中断が最小限に抑えられます。リークの頻度や重度を追跡する報告を作成し、それを使って改善点を見つけたり、規制要件が遵守されているかの追跡も行えるようになり、透明性と アカウンタビリティが高度に確保できるようになります。SV600 Acoustic Imagerに投資することで、飲料メーカーは安全性の改善、コスト削減、アップタイム増加、そして収益性の著しい向上を得ることができます。 |
音響イメージング 2022年09月08日 分間の読み取り 2 音響イメージングとは、超音波を使用してほぼ検知できないノイズをリアルタイムで画像化する技術ですが、音のルーツは長い歴史をもっています |